


Part One of this two-part series (Pumps & Systems, May 2014) explained how factors other than initial purchase price work together to generate the total cost of ownership (TCO) for medium-voltage variable frequency drives (VFDs). Part Two discusses what creates high reliability in a medium-voltage VFD.
Drive Innovations Improve Reliability
Some suppliers use a simplified, integrated design that results in a drive with a smaller footprint. A traditional drive can have up to five separate components: harmonic filter, power factor correction components, transformer, power converter and motor output filter (see Figure 1).
An integrated design drive, however, only has two components, an isolation transformer and a power converter. To achieve an integrated design, the drive must be high-performance so that, unlike a non-integrated design, additional components are not required. For example, the design for advanced drives has progressed to more levels at the output and these multilevel topologies extend motor life, which is stressed by the lower level counts that a less expensive drive may offer. Output filtering is not required. These filters add components and assemblies, but they are rarely considered when calculating the reliability of drives that focus on converter part count only. The simplicity of an integrated design results in a more straightforward system with fewer components, which increases reliability and reduces downtime.
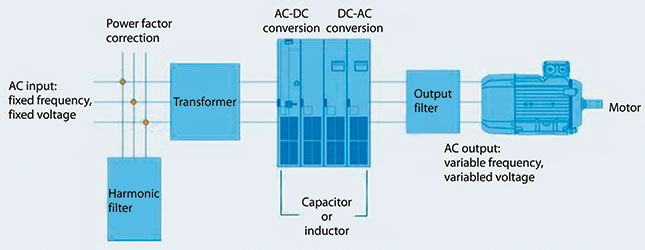 Figure 1. Typical medium-voltage VFD components—Note that the drives from some suppliers may incorporate a number of these components internally in an integrated design.
Figure 1. Typical medium-voltage VFD components—Note that the drives from some suppliers may incorporate a number of these components internally in an integrated design.Specifically, an integrated design allows the entire drive system to be factory tested and then shipped to the site. Often, other designs are not tested as a system until all the components arrive onsite and are interconnected. Thorough factory testing of all the drive system’s components for an extended period of time increases initial reliability substantially and also contributes to better medium- and long-term reliability.
Because the integrated unit has been thoroughly tested and requires no interconnecting wiring onsite, the end user can rely on the drive to work as designed when it is delivered, reducing commissioning and startup time to the bare minimum. Factory testing of the complete integrated drive system also provides accurate efficiency measurements, which are important for sustainability—critical for almost every application.
Reliability is also increased by using a series of low-voltage cells together in a building block approach to create the medium-voltage power output required by the drive. If a drive uses this building-block approach, then it is possible to quickly bypass a failed cell while the drive continues to operate.
Fault tolerance, a third design feature that improves reliability, allows a drive to continue to operate in the event of a noncritical fault. This strategy ensures that the drive never trips on a single drive fault and waits for a second condition to confirm that a problem exists. This fault tolerance strategy also provides a hierarchical series of warnings of drive or component failure.
This fault tolerance allows significant time for an operator to review the situation and avoid a system shutdown. Because of their ability to stay online during a noncritical fault, drives with fault tolerance have been used in many critical industry applications in many facilities—including process plants, refineries, power plants and nuclear power plant systems.
High-availability, medium-voltage VFDs with fault tolerance and cell bypass are the only type certified for use in nuclear facilities because of their reliability in demanding applications.
A medium-voltage VFD with higher reliability may also require less maintenance, further contributing to a lower TCO.
Medium-voltage VFDs include complex components, so maintenance may require outside service personnel. This can be costly and time consuming, particularly if the supplier does not have a worldwide network of service personnel and access to a wide range of repair parts.
Service, Reputation & Longevity
Major suppliers generally have a worldwide network of applications engineers and service centers. Some suppliers have better support in some regions than others—a factor that should be evaluated by end users because faster local support can reduce downtime and contribute to a lower TCO.
Generally, smaller suppliers have a less well-developed support network, which can substantially increase response times and consequent downtime. Another important factor to consider is the upfront assistance available for selecting a medium-voltage VFD that is best suited for an application. Suppliers that offer many different drive topologies can use this experience to apply the correct topology for each situation, resulting in the best fit. Conversely, suppliers that offer only one or two drive topologies must often fit their solution to the application. Matching the application with the drive type will result in better performance and reliability, leading to a lower TCO.
A Tritech Marketing Inc. survey (introduced in Part One) reports that a manufacturer’s reputation is an important factor, but this is subjective and difficult to quantify. Perhaps the best way to evaluate reputation is by examining each supplier’s experience in terms of producing and supporting medium-voltage VFDs.
It makes sense to select a supplier with many decades of operating experience instead of a supplier that is new to the market. The supplier should have many years of experience selling and supporting the drive and features that are being considered for purchase. Strictly speaking, longevity is not a direct component of TCO calculations, but it becomes relevant when comparing two assets with expected service lives that vary significantly. Medium-voltage VFDs that use designs with long operating histories have proven longevity.
Medium-voltage VFDs have a published specification that indicates the design life expectancy, generally about 20 years. Some suppliers support discontinued product families for up to 10 years after the products are no longer produced. In rare cases, such as in nuclear power plant applications, certain suppliers have offered a design life expectancy of 35 years.
A supplier that extends its design life expectancies can do so because it has a huge database of applications compiled from decades of medium-voltage VFD manufacturing and support.
Other important factors cited by medium-voltage VFD purchasers in the Tritech Marketing Inc. survey include available drive sizes, range of options and speed of delivery—all factors that indirectly contribute to TCO and are important when making purchasing decisions.
Drive Size, Options & Delivery Speed
Suppliers that offer a wide range of medium-voltage VFD sizes and options are often more appealing to end users because they allow the use of the same supplier across many applications. This reduces costs when multiple drives of different sizes are required, particularly if the drives will be installed and operated at a single facility.
The purchasing team members’ efforts are easier because they only have to communicate with a single supplier. Fewer parts must be held in stock by the end user, and operations and maintenance personnel can diagnose problems and make repairs more quickly because they only need to become familiar with one supplier’s drives and associated control systems. Accurate accounting can determine the lower costs realized by using one supplier for drives and then these savings can be allocated to each drive’s TCO calculation.
The greater the range of sizes and available options, the more optimized the drive can be to fit the particular application. Optimizing the drive for the application results in savings because of greater efficiencies and improved operation—factors that reduce TCO, although it can be difficult to quantify.
Two factors affect the speed of delivery: stated delivery time and time required for installation and commissioning. The stated delivery time is quoted by the supplier, but the time for installation and commissioning is usually not.
An integrated design of a medium-voltage VFD reduces installation and commissioning time. Installation time is reduced because fewer components need to be installed and interconnected, and the integrated design VFD is factory tested. Therefore, less commissioning time is required, and some suppliers estimate that drive systems with an integrated design can be commissioned in as few as three to 10 days, depending on drive size and system complexity. The time required to commission an integrated drive system is at least 25 percent and can be as high as a 50 percent less than commissioning a traditional system. Although speed of delivery and commissioning does not directly contribute to TCO, faster installation times will result in more time-efficient production and a higher cost savings associated with using the this type drive.
Conclusion
Medium-voltage VFDs are long-lived assets with significant operating costs and are often used in critical industrial manufacturing applications. The TCO of this piece of equipment should be considered in addition to its initial purchase price. The TCO is often a more important factor.
A drive with a low initial purchase price will often have high TCO costs. To make the best purchase decision, buyers should calculate the TCO for a medium-voltage VFD by considering reliability and associated downtime, drive innovations, and a manufacturer’s reputation and customer service, and then select the drive with the lowest TCO.