


Puralube Germany GmbH operates two refineries about 40 kilometers south of Leipzig, Germany, in the Zeitz industrial park. Each year, the two plants consume approximately 150,000 metric tons of used oil and produce about 90,000 metric tons of base oils and another 50,000 metric tons of other mineral oil products.
Initial Requirements
The production pumps must fulfill special requirements that vary depending on the process stage. Typical oil lubricity makes the liquid one of the of easiest for pumps to handle. However, the pumps encounter high demands when moving the used oil into tank trucks. The pumps move the used oil from the tank trucks or tank railcars to a holding tank where samples are taken. The pumps must resist chemically aggressive materials like benzols and naphtha while remaining insensitive to solids. The used oil's chemical composition is particularly aggressive, and solid contaminants can damage equipment over time.
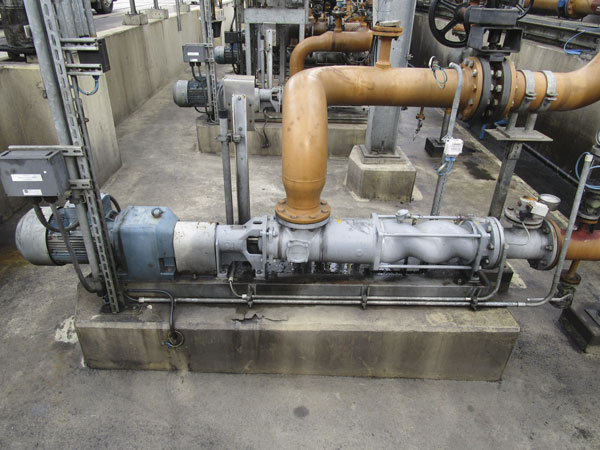 Puralube's progressing cavity pumps transfer used oil while resisting the harmful effects of solids and abrasive chemicals. (Images courtesy of Colfax Fluid Handling)
Puralube's progressing cavity pumps transfer used oil while resisting the harmful effects of solids and abrasive chemicals. (Images courtesy of Colfax Fluid Handling)If the used oil meets minimum requirements for recycling, it is pumped from the testing tanks to receiving tanks, and then into the reactors. All the pumps must have strong suction capabilities in order to draw the viscous feedstock from the tanks. The pumps must move the material across distances of up to 500 meters, sometimes overcoming a counterpressure of up to 2 bar.
 Centrifugal pumps during the final stage of the recycling process must handle oil temperatures between 200 and 330 C.
Centrifugal pumps during the final stage of the recycling process must handle oil temperatures between 200 and 330 C. Progressing Cavity Pump Selection
At the Zeitz site, progressing cavity pumps meet all requirements. The company chose single and two-stage pumps. The pumps operate at a capacity of up to 65 cubic meters per hour (m3/h) and a pressure of up to 8.7 bar. In order to reach this high pressure, the pumps are equipped with elastomer walls of uniform thickness.
The progressing cavity pumps must reliably move the used oil, often containing solids, without incurring excessive wear. They must also resist chemically aggressive components. The stators were made from a highly resistant brand of fluoroelastomer.
By managing pump size and speed, the average service life of the synthetic stators was increased by six to nine months. The large pumps run at slower speeds than normal—about 178 rpm—to maximize service life. Higher speeds and smaller pump units would have been possible with the amount of solids in the used oil, but the large-pump configuration ensured savings on maintenance and life cycle costs.
Frequency control with a startup ramp ensures efficient and safe pumping across great distances. Starting up slowly is essential to bring the liquid gradually into motion and avoid cavitation. Once the used oil has passed through the reactors, it moves to distillation in the heavy oil column. After several passes through the column, light oil, diesel fuel and naphtha are produced.
Centrifugal Pump Selection
Centrifugal pumps both return oil into the column and perform the final transfer of light oils. All solids have been separated out of the oil, and solids concentration no longer determines pump selection. However, the transfer process involves high temperatures and volatile compounds.
During multiple distillation steps in the column, oil temperature is between 200 and 330 degrees Celsius. Special heat-carrier pumps were designed so that the temperature at the shaft seal remains low enough to use commercially available mechanical seals without external cooling. Since the mechanical seal is the most temperature-sensitive part of the pump, this characteristic is critical for maintaining continuous, disturbance-free pumping.
Low-boiling compounds in the pumped liquid further strain the heat-carrier pumps. Special design solutions compensate for the low boiling temperatures. A large seal chamber collects and removes gases from the pump, extending service life and increasing reliability. Centrifugal pumps at Zeitz move between 6 and 19 m3/h at a pressure of up to 6 bar.
Managing Maintenance Costs
When pumping the final products, temperatures are lower than during the distillation process—maxing out at about 100 C. At this stage, pumps must meet air-pollution regulations by limiting harmful emissions. Magnetically coupled centrifugal pumps move benzine, naphtha and diesel to storage tanks without emissions.
Throughout the recycling process, the plant uses 77 pumps of several designs. For the centrifugal pumps, silicon carbide impellers were installed directly behind the impeller to allow for quiet operation. All pumps are designed with explosion protection.