


Part One of this two-part series discussed progressive cavity pump selection, mechanical seal maintenance and how spiral stator technology can improve the performance of these pumps. Part Two explains why peristaltic pumps are a good option for handling solids.
Peristaltic pumps cannot reach the high flow rates that progressive cavity pumps experience, but they are a good choice for handling high solids. A peristaltic pump can efficiently move solid contents in the range of 60 to 80 percent solids. They will likely have a more simplified and less costly maintenance-to-cost ratio. Peristaltic pump maintenance usually requires changing the hose and replacing glycerin. In most applications, this can be accomplished in less than an hour by unskilled labor.
However, before purchasing peristaltic pumps, the end user should examine some design differences and advantages. Like progressive cavity pumps, significant maintenance and spare cost savings can be realized by selecting the appropriate design for an application.
 Roller design
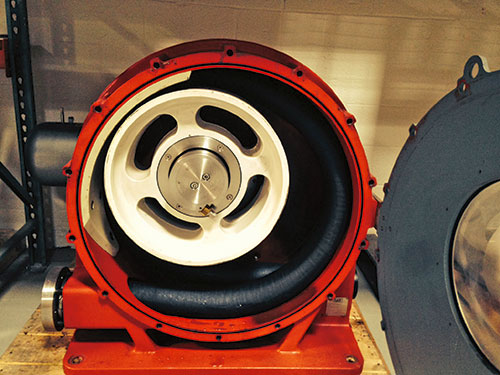
Roller designPeristaltic pump flow capabilities have been expanding, and new designs can produce up to 440 gallons per minute (gpm) continuously. This high continuous flow rate has never been accomplished by peristaltic pumps. Their use is gaining popularity in many industries, especially for pumping highly concentrated slurries. The advantage of a peristaltic pump is that only the hose contacts the corrosive and highly abrasive slurries. The hose is typically the only wearing part of the pump. The hose pump is easier to repair, and peristaltic pumps typically cost less than centrifugal pumps. In the past, the disadvantage of certain peristaltic pumps has been the relatively short hose life.
Traditional Shoe & Roller Designs
Peristaltic pumps have been used for about 80 years. Rubber technology and design features have advanced drastically. Until recently, the design principle of these pumps remained unchanged. Most peristaltic pumps have a fixed rotation point in the pump’s center hub. Two arms protrude from that point to the hose, and at the end of the arms a shoe or roller is used to compress the hose. Two shoes or two rollers always compress the rubber hose twice during every 360-degree revolution. The number one factor in determining a peristaltic pump’s hose life is the number of times it is compressed.
Offset Cam, Single-Roller Design
The latest advancement in peristaltic pumps is the use of a cam and a roller that is offset from the center rotation point. This design incorporates a single roller that compresses the rubber hose once every 360-degree revolution. The result is more than double the hose life for many applications. The hose life may be three to five times longer than other hose pump designs.
This new design extends hose life drastically because it eliminates the friction that occurs in other designs, and it reduces the number of compressions by 50 percent. Fixed shoe designs create significant friction when the shoes slide over and compress the rubber hose. The shoe designs combat this friction and heat by placing a large amount of glycerin in the pump housing to dissipate the heat.
Despite placing glycerin in the housing, the heat continues to damage the hose and causes a relatively short hose lifetime. A cam offset shaft peristaltic pump uses a small amount of glycerin for light lubrication. In the application detailed in Table 1, a 4-inch shoe-design pump will use approximately 16 gallons of glycerin. A cam shaft offset roller 2.5-inch pump will only use about 0.75 gallon of glycerin. The motor size is also smaller with a cam shaft offset roller design, particularly in larger diameter pumps, which reduces energy consumption. These features generate significant savings and improve reliability for users.
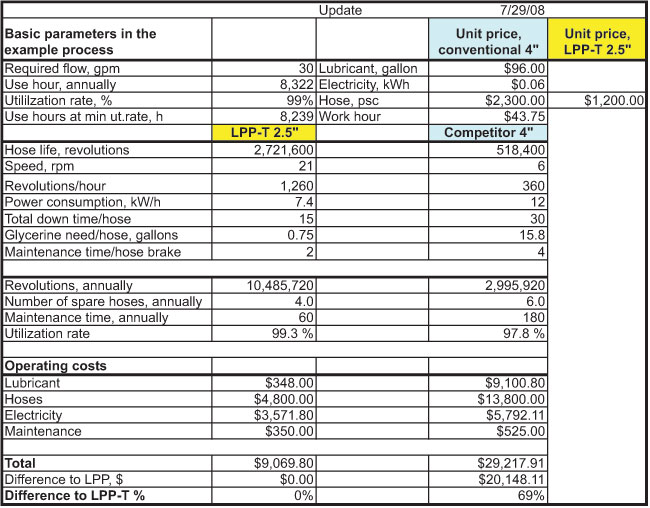 Table 1. The economics of a 2.5-inch pump versus a 4-inch pump. The 2.5-inch pump has 69 percent less operating costs, and the savings are enough to buy another 2.5-inch pump in one year. The data are courtesy of the City of Hamilton, Ohio, power plant.
Table 1. The economics of a 2.5-inch pump versus a 4-inch pump. The 2.5-inch pump has 69 percent less operating costs, and the savings are enough to buy another 2.5-inch pump in one year. The data are courtesy of the City of Hamilton, Ohio, power plant.A 2.5-inch cam offset shaft pump operates at 21 rpm compared to 6 rpm for the 4-inch shoe pump. The hose lifetime of the cam offset shaft pump is more than four times longer than the shoe-design pump. Ultimately, the one-year operating costs of the cam offset shaft pump are $20,148 less than the shoe-design pump.
Peristaltic pumps and progressive cavity pumps have advantages and disadvantages when compared with each other and competing technologies. A peristaltic pump is often an excellent choice for pumping high-solid-content slurries (with 60 to 80 percent solids) and corrosive media because the hose is the only component that touches the pumped fluid. In some cases, the use of exotic alloys can be completely eliminated. With any pump, paying close attention to the pump design features and maintenance requirements may be beneficial for years, with thousands to even hundreds of thousands in potential savings.