


Many millions are spent in the oil sands industry providing new plants for the production of oil from tar sands. Oil sands pumps are a key component in these expansions.
The cost of non-conformance can be enormous so ensuring specified pump performance and reliability is of paramount importance. Subsequently, testing by the manufacturer prior to shipment has become more common as part of any purchase. Manufacturers are expected to offer various testing options aimed at providing confidence that equipment will meet expectations upon field installation. It is also understood that early identification of non-conformance enables more expedient corrective action measures and minimizes overall schedule impact.
It is generally not possible to test the pumps at the manufacturer's facility on the actual oil sands media because of environmental, cost, schedule requirements and other concerns. Consequently, testing one of each size bare-shaft pump on clear water via the manufacturer's standard test stands is considered satisfactory. Tests that actually can be completed and their limitations are of particular interest.
Background and Standards
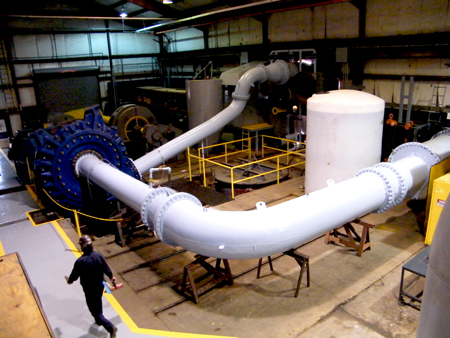
Compared to the water pump industry, few slurry pumps intended for mining and other associated industries are subjected to acceptance tests before shipment to the customer. Experience over the past 10 years indicates that Flue Gas Desulphurization (FGD) pumps for the power industry and pumps supplied to the oil sands industry are the exceptions. A picture of a large oil sands hydrotransport pump is shown in Figure 1.
Figure 1. Hydrotransport pump set up for lab test
 These industries typically require complete pump testing that includes: hydrostatic, hydraulic performance, net positive suction head (NPSH) requirement, mechanical (functional), bearing temperature stabilization, sound level and vibration. In general, centrifugal slurry pump manufacturers design their equipment to adhere to the American National Standards (ANSI) Hydraulic Institute (HI) standards, which include sections that provide guidelines and acceptance criteria for the above stated testing (References 1 -5).
These industries typically require complete pump testing that includes: hydrostatic, hydraulic performance, net positive suction head (NPSH) requirement, mechanical (functional), bearing temperature stabilization, sound level and vibration. In general, centrifugal slurry pump manufacturers design their equipment to adhere to the American National Standards (ANSI) Hydraulic Institute (HI) standards, which include sections that provide guidelines and acceptance criteria for the above stated testing (References 1 -5).
Hydrostatic testing (Reference 2) of the pump wet-end assembly demonstrates that the product has been designed and manufactured to handle the pressure it will experience with an acceptable safety margin. Wetted parts experience wear while operating on slurry, thus the 25 to 50 percent pressure test margins are intended to ensure the product operates safely and to account for the reduction in pressure carrying capacity over time.
The American National Standards for Rotodynamic (Centrifugal) Slurry Pumps for Nomenclature, Definitions, Applications, and Operation (Reference 1) requires performance tests in accordance with ANSI/HI 1.6-2000 (Reference 2) using only clear water. Hydraulic performance testing enables verification that the pump can produce the required total dynamic head while operating at the rated duty flow for a specified shaft speed. The pump's efficiency and shaft power requirements are also verified.
This standard provides two acceptance levels having varying tolerances. Typically test costs increase as performance tolerances decrease to account for extra preparation required in producing and testing the pumps to tighter specifications. The standard acknowledges that if the facility cannot test at rated speed because of limitations in power, electrical frequency or available speed changers, the pump may be tested at between 80 to 120 percent of rated speed. For pumps greater than 225-kW, test speeds may be between 60 to 140 percent of rated speed. Scaling of test data is performed by use of the pump affinity laws back to rated speed for performance evaluation. Correction rules are provided that allow for the effect of variations in temperatures, fluid specific weight and (Newtonian only) viscosity.
Net Positive Suction Head requirement (NPSHR) testing per Reference 2 can be performed on the pump and compared to the NPSH availability of the application to ensure that an acceptable margin is maintained in accordance with Reference 6, which states slurry pumps should be 10 percent or 0.6-m, whichever is greater. The primary purpose of this testing is to confirm that the pump will operate stably without cavitating when placed into service. Reference 6 also indicates that the noise, vibration and possibly the reliability of a centrifugal pump and mechanical seal (if applicable) may be significantly affected if an appropriate NPSH margin is not provided by the system above the NPSH required by the pump.
Mechanical (functional) testing can be performed per Reference 2 to demonstrate satisfactory mechanical operation of a pump at the rated condition, including vibration levels; lack of leakage from shaft seals, gaskets and lubricated areas; and free running operation of rotating parts. When specified, bearing temperature stabilization will also be performed and recorded per Reference 3, which can require pump operation up to eight or more hours. For this test, the standard does not make provision for operation at a reduced speed.
Pump manufacturers must notify customers during equipment quotation of test limitations and reach agreement prior to order acceptance. Scaling of hydraulic performance is well established via the affinity laws; however, scaling is not possible for vibration, sound level or bearing temperature data. It can be argued that reduced speed testing provides only partial indication of a pump's mechanical suitability since full verification is not obtainable under partly loaded conditions. Capital and operating costs associated with obtaining drive-trains capable of delivering more than 3,000-kW for full load testing of the largest units prevents these from becoming reality. Unfortunately, facility limitations must be acknowledged and reason applied when the best effort has been made.
For vibration testing refer to ANSI/HI 9.6.4-2000, American National Standards for Centrifugal and Vertical Pumps for Vibration Measurements and Allowable Values (Reference 4). Figure 9.6.4.11 within that standard defines five measurement locations and acceptance levels for typical end suction, hard metal and rubber-lined horizontal pumps as would be supplied to the oil sands industry. Acceptance limit is defined as 10.2-mm/sec RMS unfiltered for pumps having input power at test conditions of 75-kW and larger. Typically, pumps having three vanes or fewer may approach this limit while those having four or more tend to operate considerably lower. Selection of three vane designs are usually related to sphere passage requirements as dictated by the slurry application and may not be avoidable.
For sound level testing refer to ANSI/HI 9.1-9.5-2000, American National Standards for Pumps - General Guidelines for Types, Definitions, Application, Sound Measurement and Decontamination (Reference 5). To isolate background noise from the manufacturer's drive-train and enable accurate sound level data collection of a pump, sound enclosures may be necessary. Depending on design and application, slurry pumps typically transmit from 75 to 85 dBA when measured in accordance with Reference 5.
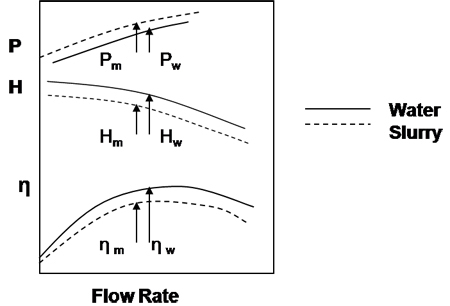
Figure 2. Effect of slurry on pump characteristics (schematic)
[[{"type":"media","view_mode":"media_large","fid":"364","attributes":{"alt":"Effect of slurry on pump characteristics (schematic)","class":"media-image","id":"1","style":"float: left;","typeof":"foaf:Image"}}]]For optional slurry testing refer to section 12.6 of ANSI/HI 12.1-12.6-2005, American National Standards for Rotodynamic (Centrifugal) Slurry Pumps for Nomenclature, Definitions, Applications, and Operation (Reference 1). As detailed in this Standard, most settling slurries reduce the performance of the pump as illustrated schematically in Figure 2.
 Reference 1 provides a way of estimating this solid's effect on the pump head, power and efficiency. The charts and guidelines are based on testing on typical slurries as shown in References 7-11. The solids effect is generally a function of pump size (impeller diameter), particle sizing, solids density and slurry concentration. Figure 3 from Reference 1 shows how correction estimates may be made in the case of settling slurries such as oil sand tailings.
Reference 1 provides a way of estimating this solid's effect on the pump head, power and efficiency. The charts and guidelines are based on testing on typical slurries as shown in References 7-11. The solids effect is generally a function of pump size (impeller diameter), particle sizing, solids density and slurry concentration. Figure 3 from Reference 1 shows how correction estimates may be made in the case of settling slurries such as oil sand tailings.
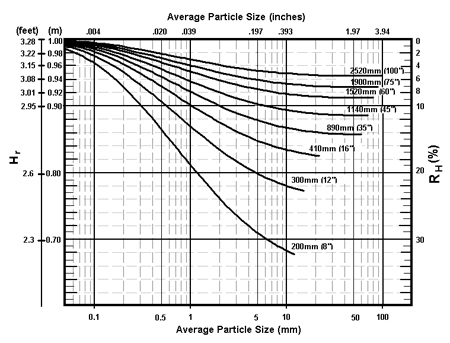 Figure 3. Effect of average particle size and impeller diameter on H, and Rh (for solids concentration by volume, Cv=15 percent with solids Ss=2.65 and a negligible amount of fine particles, impeller diameters are given in mm and inches).
Figure 3. Effect of average particle size and impeller diameter on H, and Rh (for solids concentration by volume, Cv=15 percent with solids Ss=2.65 and a negligible amount of fine particles, impeller diameters are given in mm and inches).
Testing on Solids
The solids estimate charts in Reference 1 generally do not take into account design variations, providing uncertainty to the performance to be delivered on site. At times there may be limited test data or experience on particular slurry, which may make it necessary to perform bench-scale, prototype or full-scale testing. In those cases, an experienced test facility can be beneficial in obtaining both pump solids effect and pipeline transport characteristics necessary for properly designing the pipeline system and applying the best pump equipment for obtaining the least Total Cost of Ownership (TCO).
[[{"type":"media","view_mode":"media_large","fid":"365","attributes":{"alt":"Effect of average particle size and impeller diameter on H, and Rh (for solids, concentration by volume, Cv=15 percent with solids Ss=2.65 and a negligible amount of fine particles, impeller diameters are given in mm and inches).","class":"media-image","id":"1","style":"float: left;","typeof":"foaf:Image"}}]]Prior testing at a hydraulic test lab (see Figure 4) obtained pump solids effect data that is used today when selecting pump equipment for both oil sands tailings and hydrotransport applications. The Syncrude Southwest Tails pumps were in fact tested on a sample of the actual tails. Here the head and efficiency ratios (HR and ER respectively per Figure 2) for this full scale pump were determined to be 0.96 and 0.92. Also, half-scale Syncrude Aurora Mine pumps were tested on the hydrotransport slurry where the head and efficiency ratios were determined to be 0.93 and 0.80.
 Figure 4. View of a hydraulic lab slurry and water test loops.
Figure 4. View of a hydraulic lab slurry and water test loops.
While slurry tests are an improvement over clear water tests, they also have limitations such as the increased number of pump passes and slurry degradation. In most cases, these challenges can be addressed and accounted for when applying results to the field applications.
Effect of Wear
A slurry pump is expected to suffer wear over time. Parts are generally left in until they are severely worn. It is obvious from the wear picture in Figure 5 that this negatively affects the performance.
 Figure 5. Worn oil sands impeller
Figure 5. Worn oil sands impeller
Reference 11 provides some details of the effect of wear on performance. This only provides a general guide, which in practice could vary. In practice, a generous allowance at least must be made to the driver power to allow for wear and effect.
Conclusion
Various pump test options have been described based on experience supplying equipment to the oil sands industry. Applicable standards that provide guidelines and acceptance criteria for these tests have also been identified. For a pump manufacturer to meet those expectations, capital investment and resulting operating costs must be considered as part of doing business in this industry. The benefits to the client are understood and the limitations associated with offering the various test options briefly identified.
Clear water testing is by far the standard; however, in certain situations it may benefit the client to acquire more detailed testing on the actual slurry to be transported. The effect of solids and wear over time on the performance can be significant. Testing on solids has been implemented and generalized ways of estimating these effects are available. Specific solids effect and wear tests show these methods should be used in conjunction with safety margins on power and to a much lesser extent head.
References:
ANSI/HI 12.1-12.6-2005, American National Standards for Rotodynamic (Centrifugal) Slurry Pumps for Nomenclature, Definitions, Applications, and Operation, Parsippany, NJ
ANSI/HI 1.6-2000, American National Standards for Centrifugal Pump Tests, Parsippany, NJ
ANSI/HI 1.4-2000, American National Standards for Centrifugal Pumps for Installation, Operation and Maintenance, Parsippany, NJ
ANSI/HI 9.6.4-2000, American National Standards for Centrifugal and Vertical Pumps for Vibration Measurements and Allowable Values, Parsippany, NJ
ANSI/HI 9.1-9.5-2000, American National Standards for Pumps - General Guidelines for Types, Definitions, Application, Sound Measurement and Decontamination, Parsippany, NJ
ANSI/HI 9.6.1-1998, American National Standards for Centrifugal and Vertical Pumps for NPSH Margin, Parsippany, NJ
Wilson, K.; Addie, G.; Sellgren, A. and Cliff, R. (2006) Slurry Transport Using Centrifugal Pumps, Third Edition, Springer Science+Business Media, Inc., New York, NY
Sellgren, A. and Addie, G (1993) "Solids Effect on the Characteristics of Centrifugal Slurry Pumps," Proc. 12th Int. Conference on the Hydraulic Transport of Solids in Pipes, Burgge, Belgium
Sellgren, A. and Addie, G. (1997) "Effect of Coarse and Heavy Solids Particles on Centrifugal Pumps Head and Efficiency," Proc. 47th Canadian Chemical Engineering Conference, Edmonton, AB
Addie, G. and Wilson, K.C.; Sellgren, A (1999) "Suction Performance of Centrifugal Pumps and its Effect on Cost of Slurry Transport," Proc. Hydrotransport 14, (BHRA) Fluid Engineering, Cranfield, UK
Addie, G. and Sellgren, A. (1998) "Effect of Wear on Performance of Centrifugal Slurry Pumps," Proc. ASME Fluids Engineering Summer Meeting, Washington, D.C.
Pumps & Systems, April 2009