


More than 15 years ago, a 160 in plate mill was experiencing significant maintenance problems with its descaling pumps; the typical mean time between repairs was only 6 to 8 months. Some rebuilt pumps even failed on start-up.
Descaling is one of the more severe, but critical, services in a steel mill. The pressures are high and the rapid changes in flows and pressures severely impact the pumps. At the same time, the pumps' performance can significantly impact the quality of the steel produced.
Improvements to these pumps were implemented in various phases over several years. The path was not always straightforward and required close cooperation and teamwork between the aftermarket service provider and mill personnel to implement various upgrades.
Root Cause Analysis-Rotor Condition Analysis
At the start of the project, all of the pumps, which had been in service since the early 1970s, were exhibiting high noise levels along with abnormally high vibration, erosive wear and consistent, frequent maintenance problems.
The first step was to comprehensively analyze the pump rotor in a process called Rotor Condition Analysis. The Rotor Condition Analysis report, coupled with analysis of field operating conditions, provided the forensic evidence to identify the root causes of pump problems. This data, when analyzed in conjunction with the operational data, vibration readings and other field information, enables the aftermarket provider's engineers to troubleshoot the pump and develop recommendations to solve the identified problems.
 |
Recommendations: Engineering Review and Upgrades
Engineering review of the rotor and the field data revealed multiple issues. Because of the pumps' complexity and critical nature, the engineers and mill personnel agreed to implement upgrades in a phased approach, analyzing system improvements at each phase.
The problems affecting pump life can be categorized as system problems, mechanical problems, material selections and hydraulic problems.
System Problems
The first major improvement, implemented in the late 1980s, was adding a water filtration system to remove sand from the descale water. This improvement not only solved the erosive wear problem, but also made it feasible to address the other issues.
Mechanical Problems
Pump Clearances and Concentricities
Analyzing the dimensions of the impeller running clearances, cover-to-cover fits and volute-to-cover fits revealed that these clearances exceeded the aftermarket provider's best practice recommendations by 30 to 200 percent.
Reduced running clearances increase the pump's overall efficiency by reducing the amount of internal leakage. Tighter clearances have been shown to reduce vibration by increasing damping in the pump.
Concentricities are extremely critical to a pump's life cycle. Maintaining concentricities allows pumps to be built with tighter fits and clearances and better balance, all of which contribute to improved pump life. If the rotating impeller ring turns are not concentric with the stationary case wear rings, then some diametrical clearance is needed to prevent rubbing as the pump is operated.
Eccentricity can occur if:
- The shaft is not straight.
- The wear rings on the impellers are not concentric with the impeller bore.
- The case wear rings are not concentric to the casing bore.
- The fit between the impellers and the shaft is loose (clearance) instead of tight (interference).
- The fit between the stage pieces is loose instead of tight.
All of these issues had to be addressed in the upgraded pump rebuild.
Manufacturing a pump shaft with a stringent T.I.R. requires a skilled machinist and properly prepared shafting material. Specially heat-treated material ensures that residual stresses do not cause bowing during or after the machining process.
Balancing to 1W/N
Many texts indicate that rotor unbalance accounts for 70 percent of rotating equipment vibration problems. The excessive clearances and loose fit of the components on the original rotor indicated a rotor with significant, unacceptable unbalance.
For increased reliability and longer run times, the aftermarket provider dynamically balances the impellers and rotors of high-energy pumps to a stringent standard of 1W/N, where W represents one half the weight of the component being balanced and N represents the operating speed. For comparison, API 610 recommends balancing to 8W/N for multistage pumps operating below 3,800 rpm.
Unlike many centrifugal pumps, barrel pump rotors must be disassembled after the rotor has been balanced and reassembled when the element is stacked. To maintain the same degree of balance during the stacking process, impellers must be repositioned in the same location and position using the same keys and locating rings with which they were initially balanced. Careful marking of the components ensures that the right parts get put in the correct positions. Impeller bores with shrink fits and vertical stacking ensure that parts return to their original balance positions.
When possible, the aftermarket provider further check balances the rotor with the coupling installed. This precision approach to balancing requires additional time and cost, but can significantly extend pump life.
Material Selections
The aftermarket provider previously worked closely with Dr. Elemer Makay, a leading authority on high energy pumps, who pioneered the use of a special gall resistant and free machining grade of stainless steel for wear rings. When hardened, this upgraded material permits the pump to be built with tighter running clearances without seizing. In phase 2 of the implementation, the impellers, stage pieces and twin volutes were upgraded to a special stainless steel to improve weldability.
Rotor Stabilization Improvements
Upgraded Design of Stationary Wear Components
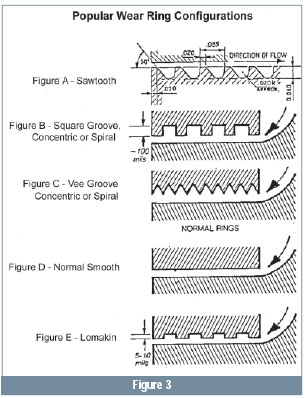
The original pump was furnished with "saw tooth" grooves on the stationary wear components: case wear rings, diffuser bushings and break down bushings. The saw tooth geometry disrupts flow, causing high turbulence and increased friction coefficient.

Figure 2. Vertical assembly of a multistage barrel pump
Past experience with the saw toothed grooving in abrasive service applications indicates that saw tooth grooves trap and locally increase the concentration of abrasive particles. Coupled with high turbulence, this results in an acceleratedwear rate and larger running clearances.
The aftermarket provider upgraded the stationary wear components by furnishing Lomakin grooves (see Figure 3). This improvement helps extend a centrifugal pump's wear cycle by damping the vibration.
Rotor Centralization
This process involves the centering of the rotating hydraulic components (impellers) within the stationary hydraulic components (diffusers or volutes) and must be performed to implement the A gap modification. It may also improve pump efficiency and reduce axial thrust loads. Before upgrading, the pumps' impeller-to-volute centerlines were typically separated from each other by as much as +/- 0.090 in. The rotor was centralized to significantly reduce turbulent flow.
Hydraulic Design Improvements
A and B Gap Modifications
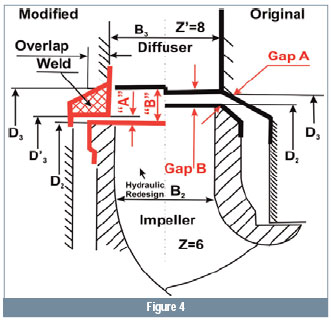
Figure 4 shows the geometry associated with the A and B Gap modifications, which Dr. Makay pioneered in the 1970s for high-energy boiler feed pumps.
Coupled together, these modifications improve the shape of the head capacity curve at part load, stabilize axial thrust developed by the impellers, provide positive rotor dynamic damping and increase pump efficiency.
As descale pumps are in severe service, operating continuously between minimum and rated flows, these improvements usually result in longer life. It was thought that the A and B gap modifications would also reduce vibration.
While vibration levels were reduced, the high vibration at three times running speed did not decrease as anticipated. This led to a phase 3 improvement.
Vane Pass Frequency
The descale pump was originally manufactured using both three and five vane impellers in the same rotor. In the last phase of the upgrade implementation, all impellers were converted to five vanes, which substantially reduced the vibration at vane pass frequency. The five-vane impeller is the current, standard configuration.
Following this upgrade, vibration was measured at just 0.17 inches/second.
Cost Reduction Through Improved Life Cycle
Through these upgrades, the pump's life cycle was extended from approximately 8 months to 60 months, which represented significant cost savings. The following estimates the mill's cost savings based on today's dollars:
Estimated Pump Repair Costs before Upgrades
Cost of an average rebuild $80,000
Installation and removal $15,000
Cost per pump per repair cycle $95,000
Cost per pump over 60 months (7.5 repairs) $712,500
Number of pumps
3
Total estimated cost for 3 pumps over
60 months $2,137,500
Estimated Pump Repair Costs after Upgrades
Cost of upgraded rotor $130,000
Installation and removal 15,000
$145,000
Number of pumps
3
Total cost - 60 months $435,000
Estimated cost savings over 48 months $1,702,500
Conclusion
The longest running upgraded pump was in continuous service for more than nine years. Instead of fighting constant downtime, mill personnel could direct their time and budgets to new areas of improvement. More reliable pump performance also translated into a better quality product.