


Tackling pump energy efficiency is not always easy—no two pumping systems are alike, and many are unique to a particular industry. Identifying energy efficiency opportunities may require data logging of power, flow and pressure, but opportunities will reveal themselves if end users look for indications of potential problems within a system. Personnel seeking efficiency improvements should ask smart questions of plant staff and follow their intuition as they examine the system to identify problems.
I recently conducted pumping system assessments at two pulp and paper mills that had one common denominator—oversized pumps. Most often, process or emergency flow rates dictate the initial pump-size criteria. With time, those requirements may change, moving the operating point away from the intended design parameters and the pump’s best efficiency point (BEP). Consolidating pumps and resizing failed pumps are among the options to consider when optimizing pump systems to meet current process flow requirements.
Out of Sight, Out of Mind
Our team conducted a scoping study in a pulp and paper mill to identify energy efficiency opportunities for several pumping systems. In a large industrial plant such as a pulp and paper mill, hundreds of pumps could be investigated. The first question was, “Where do we start?”
Fortunately, plant staff had already identified 12 pumps in six different systems to investigate. Savings opportunities with some pumps were obvious, such as using variable frequency drives (VFD) and changing control strategies. With those approaches, along with operating and maintenance measures (O&M), the team assumed all the bases were covered. This was a mistake.
The final pump examined was located in a hard-to-reach barge that was rarely visited by plant staff. The unit was a 200-horsepower, end-suction centrifugal pump that provided cooling water for the mill’s wastewater treatment system. The pump seemed to be operating continuously but at an unstable operating point. It was throttled heavily and had notable recirculation and vibration issues.
After locating the pump curve, the team learned that the pump was rated at 7,000 gallons per minute (gpm), which provided the required flow to meet the cooling needs of the wastewater treatment system when it was originally commissioned. When the process and instrumentation diagram was reviewed, a flow meter installed in the pipe a few hundred feet away indicated an average flow rate of 487 gpm, although the pump was rated for 7,000 gpm.
Equipped with this knowledge, the team had specific questions for plant staff and learned that the mill had established a successful water recycle and reuse program that reduced its cooling water requirements. As a result, the pump was heavily throttled, wasting energy. Obviously, the pump was oversized, operating at a dismal 10 percent hydraulic efficiency at the time of the study. The team recommended that the mill resize this pump to a 40-horsepower VFD-operated pump with a premium efficiency motor, which could save more than 980,000 kilowatt hours per year, valued at $38,000 annually.
The team had examined all the pumps on the plant staff’s list, but they were not done yet, locating another pump of identical horsepower just 10 feet away from the oversized pump. It was not on the list. Like its neighbor, this pump was making strange noises and vibrating violently. From the frequent surging and vibration, the team determined that this pump was also oversized.
The team proposed that the plant consolidate the two systems because the pumps were collocated, pumping from the same water source and experiencing similar vibration and surging problems. This approach would require some piping and flow control changes but would be worth it—especially if 200 to 300 horsepower of pumping energy use could be eliminated.
 |
| Image 1. Oversized pump with a failed motor |
Take Advantage of Misfortune
Unexpected downtime and lost production because of equipment failure are expensive. Plant managers will do almost anything to get the system back online as fast as possible. However, beware of replacing equipment that has reached the end of its service life with a unit of identical size and performance without first evaluating the process requirements—which may have changed since the original installation—and investigating if a more energy-efficient alternative is available. A plant could save thousands each year if some time is invested to find out if the pump was meeting or exceeding the system needs.
The plant staff at a second pulp and paper mill requested that the team determine if a burned-out pump motor should be rewound or replaced with a new premium efficiency motor. The team responded, “It depends.”
The pump in question—driven by a medium voltage 250-horsepower motor (see Figure 1)—was used to pump “white water” (which is filtrate from the wet end of the paper machine) from a large tank to several points in the paper-production process. The motor failure was an unexpected burnout, but the pump had a backup motor so downtime was minimized. With the system back online, mill staff asked the team to investigate the next step for the spare equipment.
By asking detailed questions about the system, the team concluded that the pump was supplying white water to more than a dozen discharge pipe legs, some of which were throttled with control valves. To get a better understanding of the system’s layout, the team did an on-site evaluation of the whole system. Even with initial sketches, it took hours to walk the line and map the system (see Figure 2).
Then the team interviewed the plant maintenance staff and operators to determine if pump operation varied. These interviews revealed that the pump’s flow rate varied depending on the process requirements, but it was not automated with a control system. The flow was controlled by an operator who electronically throttled a control valve. With this approach, the pump’s operating point (flowrate and developed head) depended on production loading and the liquid levels in tanks in other parts of the system.
Field measurements were required because no process data and no previous data logging of pressures or flows were available. Using a portable, clamp-on, transit-time ultrasonic flow meter in conjunction with pressure transducers piped in at the suction and discharge of the pump, the team measured the pump’s characteristics. Data logging took place throughout a 10-day period. Once completed, the data was offloaded and compared to the pump curve. Pressures and flows were taken on the same interval and were superimposed over the pump curve to illustrate the pump’s operating regimes.
As shown in Figure 3, this oversized pump was operating far off its BEP. In fact, the pump was operating inefficiently and sometimes under dead-headed conditions. Through a rigorous bin analysis of the collected data, representative flow regimes were defined and used to identify the potential energy savings if a smaller, more appropriately sized pump and drive motor were installed. The pump was an end-suction centrifugal pump, but because of its location within the system, it was a static lift application. A VFD would not provide the full energy savings normally expected in an otherwise flow-dominated system.
The analysis indicated that the pump was oversized and was operating in inefficient hydraulic efficiency ranges. The mill agreed with the team’s recommendation to reduce the pump size, and the new pump is now driven by a low-voltage 125-horsepower premium efficiency motor with VFD control. The properly sized pump can adjust flow without wasting energy across a throttled discharge valve. After the recommended unit was commissioned, the mill began saving more than 700,000 kilowatt hours per year, valued at $21,000 annually.
Final Tips
When seeking opportunities to improve the efficiency of any pumping system, remember walking the system and asking questions before taking measurements is vital. These key activities will reveal how a pump is operating and how it is used to meet the system’s needs, whether it is cooling water for a water treatment plant or pumping white water in a paper-making process. Rely on intuition and knowledge of best practices to shape the questions about the system and let them guide you through the assessment process. If a piece of equipment is out of place or does not sound right, investigate it—valuable opportunities to improve efficiency may be discovered.
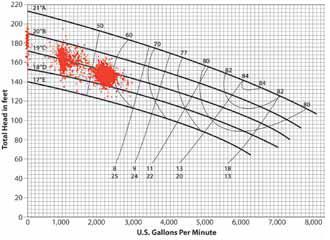 |
| Figure 1. Pressures and flows from the oversized 12 x 10 x 21 pump were taken on the same interval and were superimposed over the pump curve to demonstrate the pump's operating regimes. |
Author’s Note: Last year Washington State University Energy Program produced “Tips from the Field,” which provides anecdotes and tips for industrial energy auditing that you may find useful on your next pumping assessment. It can be downloaded at www.energy.wsu.edu.