


With reverse engineering, a pump service facility increased the performance of a service water pump in a nuclear power plant.
When an East Coast nuclear plant wanted to increase the performance of its Layne & Bowler 25 RKCH two-stage vertical lineshaft, wet pit, service water pump, reverse engineering services to upgrade the repair of this unit was chosen. Driven by a 350-horsepower, 1,200 rpm vertical motor, this unit is approximately 45 feet in suspended length. This pump is considered a low suction energy unit with about 3,500 specific speed.
Reverse Engineering: a Proven Alternative
Pump components requiring reverse engineering are rarely new items. They may have deteriorated through in-service use or have been damaged by cavitation or pump failure. Reverse engineering has become a proven alternative for obtaining replacement parts for existing equipment. Replacing these parts requires experienced design and processes to create a component that will meet the form, fit and function of the original part.
Using a portable, coordinate measuring machine (CMM), in conjunction with specialized computer-aided design (CAD) and 3D software, an initial vane layout was prepared using the existing blade.
When reverse engineering hydraulic components, ensuring that the new component will be equivalent to and meet or exceed all the specifications of the original design is critical. In this example, reverse engineering was used, along with the portable CMM, to develop the new castings. In a vertical pump bowl assembly (as in this unit), this is challenging due to the need to interface hydraulics between the vane lay outs of the impeller and the bowl diffuser.
This process requires in-house vane layout hydraulic technology, which may be necessary to re-engineer the deteriorated impeller and diffuser vanes. CAD software was used to overlay the new vane geometry on top of the original blade to ensure that an equivalent component was produced. The hydraulic passageways were polished to increase pump performance.

New, reverse engineered hydraulic component

Reverse engineering with assistance of the portable CMM
The reverse engineering process must:
- Define the function of the item.
- Define the item's critical characteristics—such as performance/functionality, interface/tolerance, material (including material condition, environmental, primarily pumpage), mechanical/thermal/hydraulic loading.
- Evaluate possible failure modes.
- Identify the impact of the item's failure on overall pump operability.
- Develop the required documentation, including examinations and tests to assure that the required critical characteristics are present in the finished, reverse-engineered item.
- Assume design responsibility for reverse-engineered items, which can include design reports demonstrating the suitability of the replacement item.
- Be capable of demonstrating a sound engineering basis for any recommended design changes or improvements made.
Validation of Reverse Engineering by Hydraulic Performance Testing
The ultimate check is a hydraulic performance test at job speed. This was performed on the pump with favorable results showing increased performance above the original manufacturer's curve.
A test laboratory which is dedicated to the pump aftermarket assures nuclear pump testing for compliance with specifications.
See the results in below test curves.
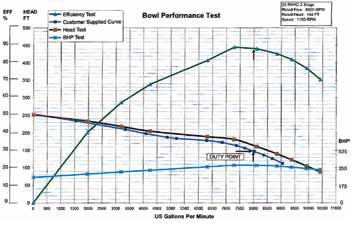
Graph of test results, revealing increased performance
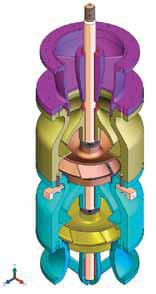

Solid models created using the portable CMM and 3D modeling software.
Left: entire assembly, Right: cross section of single impeller
Precision Alignment: A Hidden Feature
The hidden feature of a vertical lineshaft pump repaired in accordance with nuclear codes and QA compliance standards, is the installed lower vibration levels. These codes and standards require tight machining tolerances. This can be engineered to result in reduced stack-up clearance accumulation, which results in precision alignment. Of course, there is an associated cost increase. Therefore, the hidden result is lower vibration levels. Also, the tighter rotor balance tolerances in conjunction with tight shaft to impeller bore clearances are other factors that contributed to the lower vibration. Pump mean time between repairs (MTBR) is extended significantly with lower vibration levels.
Nuclear Pump Repair Qualifications
For this fairly simple vertical lineshaft pump, 640 pages of documentation were provided in the final inspection report. Holding ASME certificates N, NPT, NR, & NQA-1 along with QA programs 10CFR50 and 10CFR 21 allows providing the necessary documentation to service Nuclear Safety Related & Code Pumps.