


Is it becoming harder to find time to think instead of react? The blistering pace of information bombarding us and being requested drives us farther into the abyss of reactivity. It is continually harder to call "timeout." But now more than ever, it is one of the most important things we can do in the midst of a problem. If we do not make time, problems will not go away. They will mount until they become emergencies requiring immediate attention and diverting us from proactive work.So, how can we slow down, think logically about the causes of our problems and find solutions that actually save both time and heartache? The answer was revealed to me through an experience years ago.
When I was a younger engineer, I was easily caught in the moment and often did not take the time to think, even though I had fewer responsibilities and distractions than I do today. I recall a particular pump problem that threw me headlong into the reactive loop and nearly cost me and my company significant time and money. It created a lasting memory of how important it is to stop and think, no matter how much pressure we face.
I was project manager on the replacement of a cooling tower at a large integrated chemical manufacturing site (more than 20 different plants with more than 2,500 employees). While the cooling tower did not serve the entire collective need of the site, it was one of the larger towers and served multiple plants. The existing redwood cooling tower was failing to meet demand, and had become structurally unsound. It had served out its useful life and replacement was required. Because of production demands from the affected plants, our target was less than eight hours of cooling tower downtime to make the switch from the old tower to the new multi-cell modular towers erected next to the existing tower.

Cooling towers (Courtesy of SPX® Cooling Technologies)
Due to the limited downtime window, and to minimize new capital expenditures, we elected to reuse the existing "hot well" sump and pumps, as well as the "cold well" pumps. However, we would not be using the existing tower basin because we needed to demolish the old tower sitting on top. All that we could use was the cold well sump in the basin's corner. The good news was that we had the means to isolate the cold well sump from the existing basin, thus enabling us to install new piping from the bottom of the new, elevated modular towers discharging down into the existing cold well sump. This enabled us to switch to the new towers on the fly with minimum downtime. However, the volume of the cold well was reduced by about 75 percent, which would later prove to be a challenge in balancing the flows of the three hot well pumps that fed the tower with the two cold well pumps that forwarded the cooled water out to the process units.
When the time finally came to switch over, our goal was to do so in less than one hour, even though we had planned for eight hours of downtime. After we valved out the old tower and lined up the new tower, we fired up the hot well pumps. After allowing about 20 seconds to hydraulically fill the new towers, and generate sufficient water volume in the cold well sump, we started-up the first cold well pump. I will never forget what happened next.
I was standing approximately 30 ft from the cold well pumps. Within seconds of starting the cold well pump, a sound similar to a rifle shot was heard and the cold well pump shut down. Before I had time to swear, I saw a tsunami coming over the top of the cold well sump. Fortunately I was still fleet of foot, otherwise I would have taken a bath. We shut off the hot well pumps to stop the water feed to the towers. The production engineer called on the radio and asked what happened. I did not know. He reminded me that due to the current draw on the motor upon start-up, the manufacturer recommended no more than three starts within a one hour time span. Otherwise we needed to let the motor cool for at least an hour. To add more pressure, the production manager called 10 minutes into the outage and asked where the water was. He needed cooling water flow restored ASAP, even though he had previously agreed to more time.
I was feeling mounting pressure. The production engineer called again on the radio and said, "The current overloads on the pump motor tripped. What do you want to do?" Instinct took over and I said "Let's reset the overloads and try it again." "Okay," he said with an air of skepticism. The overloads were reset and then we restarted the hot well pumps. After flow to the cold well resumed, the cold well pump was started. Unfortunately, it was the same result; the cold well pump immediately shut down with a bang. The overloads tripped again. I was baffled, and getting worried.
Although at the time I knew that doing the same thing and expecting different results was insanity, I was caught in the moment with which many struggle-the needs and pressures to produce results overtake that part of our brain that tells us to slow down, stop and think. I was down to my last start of the motor; if it did not work, the plant would be down another hour, which meant significant lost profits. This would not bode well for an ambitious young engineer.
The production engineer walked out of the control room. Looking over the top of his safety glasses, he said, "Now what? This is your last shot for the next hour." I knew I could not attempt a third restart without understanding the causes of the tripped motor. "Give me a minute," I said. I walked away and did what I should have done the first time-think about the causes of the tripped motor.
"Why is the motor tripping?" I asked myself. "Because the motor is overloaded," I thought (see Figure 1).
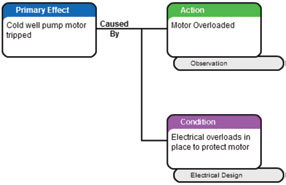
Figure 1
Next, "Why was the motor overloading-what was causing this?" High current draw had to be the reason. I called the operator to verify in the distributed control system. It was confirmed (see Figure 2).
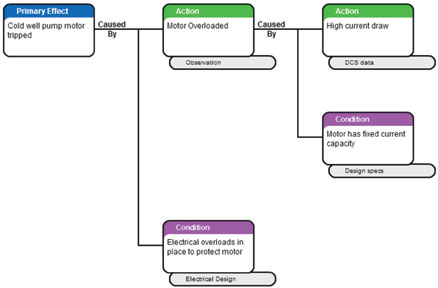
Figure 2
Nothing could be wrong with the pump or electrical system," I thought. "The pump was running fine just one hour prior." I tried to visualize the pump curve. After a few seconds, I realized I had completely forgotten centrifugal pump operation basics. "Maximum current draw on a centrifugal pump occurs in high flow, no head situations." I was embarrassed for myself. "So, why are we in a no head situation?"
Then it hit me-because the discharge piping for the cold well pump ran underground immediately upon exiting the pump discharge, it partially drained while we were switching over to the new tower. I estimated about 100 ft of discharge pipe was likely empty. This would indeed create a "no backpressure" or "no head" situation upon start-up (see Figure 3).
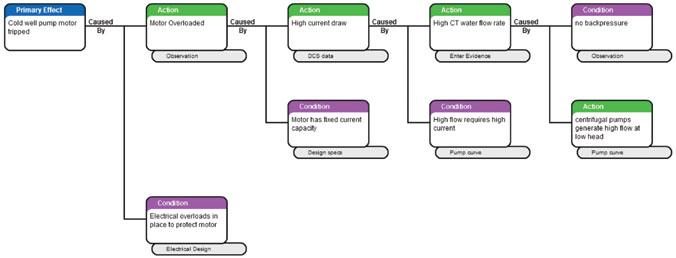
Figure 3
Now I felt confident I was on the right track. With little time before I had to answer to the production manager, I needed to create backpressure. Sometimes the answers are staring you in the face if you just stop long enough to see them. "How about that manual valve off the discharge of the cold well pump," I thought.
I walked up to the production engineer and said, "Let's close the discharge valve completely, then start the pump. After a couple seconds, have the operator slowly open the valve." "What does that have to do with it?" he asked. I replied, "Everything. We need backpressure to move to the left-hand side of the pump curve to limit the current draw." His expression, coupled with "Whatever you say!" made it clear he was not buying it. But I was confident that I understood the causes of the problem and how to solve it.
After closing the discharge valve, the cold well pump was started and continued to run smoothly, much to my relief. The discharge valve was slowly opened, the line refilled and production resumed as planned.
I suspect most of you immediately knew the problem and the obvious solution. Yet, I was faced with the "just get things running" mentality coming from people above and below me on the organizational chart, and from customers expecting on-time delivery of product. Instinct took over, I initially acted without thinking, and solutions did not seem obvious. After the fact, I could not believe it took me so long to solve it.
I learned an important lesson that day at the cooling tower: If I resist the temptation to shoot from the hip, call timeout, take a few extra minutes to organize thoughts causally and structure my approach to problem solving, it is the best investment in time I can make. Even in today's fast-paced and pressured climate, time spent reworking problems is waste from which we can never recover. Using a structured approach to problem solving (like root cause analysis)-even if all you have time to do in the heat of a crisis is work through the process in your head-can be critical to avoiding repeat failures and lost production or profits.