


Pumps & Systems, April 2013
Shale natural gas activity throughout North America has created many opportunities and challenges for natural gas liquid (NGL) plant operators who need cost-effective pumping solutions to treat, fractionate and move natural gas liquids from remote processing sites to pipelines bound for end markets.
Horizontal multistage centrifugal pumps can be a cost-effective, operationally efficient and safe alternative to reciprocating, vertical turbine can pumps and axial split case pumps that have historically been used in these high-pressure applications.
Although first developed in the 1940s, the horizontal multistage pump did not truly evolve until the oil boom of the early 1980s. During that period, water injection had become a pervasive need, which was difficult to maintain with traditional reciprocating pumps. The quick delivery and increased reliability of the horizontal multistage pump made it a suitable replacement for the older, more conventionally-used pumps.
Reciprocating pumps in Texas and Oklahoma were quickly replaced, making the horizontal multistage pump a popular choice in the water injection/disposal industry. It was eventually recognized as an industry standard. Its application expanded rapidly from pumping water for injection and disposal, to services such as offshore crude oil main pumps, onshore pipeline oil, amine, pipeline CO2 and many other uses.
Image 1. Installed in 2009 at the NGL plant in Carthage, Texas, the horizontal multistage pumps have been in continuous operation without any downtime other than regularly scheduled oil changes.
NGL Pumping Shift
With the growth of the product from oilfield services to industrial applications, certain horizontal multistage centrifugal pumps have experienced a series of engineered improvements to meet the requirements of the surface pump industry and the demands of API 610. Although not an API 610 pump, the horizontal multistage pump incorporates many industry needs such as a 20-year run life, a back pullout design, API seal chamber and API mechanical seals.
In 1997, the horizontal multistage pump entered the NGL pumping industry to pump propane. This signaled a paradigm shift in NGL pumping worldwide. These units still run today.
For NGL pumping, the gas processing industry has historically relied on reciprocating (positive displacement) pumps, split-case pumps and vertical can pumps. Each has challenges. Reciprocating pumps are designed to leak, cooling the pump packing along the shaft. This leaking causes safety-related issues because of NGL vapors and volatile organic compound (VOC) issues. Combined with the vibration and annual maintenance, reciprocating pumps have been slowly phased out of the NGL industry.
Vertical can pumps are another common way to pump NGL. One issue with the vertical turbine is that the seal sits on the high-pressure side of the service, which makes its seals more expensive. If service work is required, the site will need a crane and an electrician to remove the pump. This can be costly because most service work is not performed onsite and requires sending the pump to the manufacturer for repair.
Immediate challenges for most new split-case centrifugal pump installations are that they are typically expensive and require lead times of more than 40 weeks. Most gas plant installations require 25 weeks. Additionally, section 5.3.9 of API 610 does not recommend the use of axial split pumps for fluids under 0.7 specific gravity.
NGL unit operators are increasingly attracted to the quick deliveries, low installation costs, ease of installation, utility savings and elimination of onsite parts inventory that horizontal multistage pumps provide. NGL unit operators have been implementing horizontal multistage pumps for pumping applications during the last decade.
Less Maintenance Required
Compared to more conventional pump systems, maintenance of a horizontal multistage pump can be more efficient and cost-effective. Major wear components can be removed individually using a small, truck-mounted hoist or forklift. The pump unit has a back pullout design, which allows the mechanical seal and bearing assembly to be removed and replaced in the field without moving the pump, motor or piping. This can eliminate non-productive time (NPT), saving money. When pump-related issues are experienced, the pump can be removed with a forklift. Comparatively, a vertical turbine pump requires a crane and electrician, which can be difficult in remote locations, such as global and U.S. shale locations. It could also increase costs and NPT.
With the exception of oil changes every six months, the horizontal multistage centrifugal pump is designed for years of trouble-free service. The modular housing and flexible plug-and-play design enables simple and quick reconfiguration of pumps and motors, which minimizes downtime. Major components can be exchanged within two to three hours, as opposed to the days or weeks for alternatives. This type pump system includes API-610-compliant designs and new bearing sections with enhanced pump-pressure capabilities and less heat generation.
Minor modifications were made to develop the horizontal multistage pump as an NGL pump. The modifications included the use of Graphalloy® pump bearings to combat low NGL viscosity, tandem mechanical seals for hydrocarbon containment and an API seal flush Plan 11/52 to operate in conjunction with the tandem seal. The pumping system incorporates a tandem mechanical seal to keep fluid from leaking. Any leakage is fully contained and pump vibration is minimal. 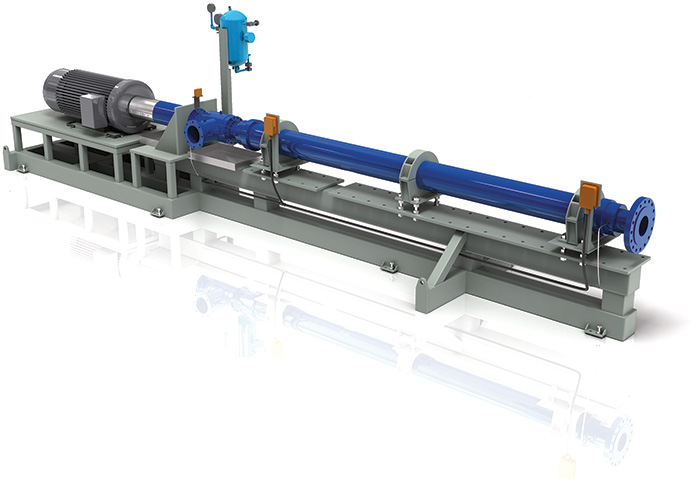
Image 2. The horizontal multistage pumping system
East Texas Haynesville
Working in the Haynesville Shale, MarkWest Energy Partners, L.P., selected a specific, 23-stage horizontal multistage pumping system with a variable speed drive for handling pipeline pressures at its plant in Carthage, Texas. Installed in 2006, this system continues to pump NGL with SG of 0.5 into the outgoing pipeline, flowing 13,500 barrels per day with inlet and outlet pressures of 900 psi and 1,500 psi, respectively.
In 2009, a second plant came online with two horizontal multistage pumping systems in series to deliver 5,300 barrels per day of NGL with SG of 0.47. A 45-stage pump raises the pressure from 300 psi to 1,080 psi and the subsequent 31-stage pump raises it to 1,400 psi. To treat gas and remove impurities in the gas system, a lean amine unit was also installed at the plant.
The pumps have been in continuous operation since they were installed at the two plants without any downtime, aside from regularly-scheduled oil changes. MarkWest now uses these pumps for all its NGL pipeline, ethane pipeline and amine circulation operations. Other plant operators have also switched. More than 500 horizontal multistage pumps are now in use at NGL plants globally. P&S