


Vertical turbine pumps provide reclaimed water to mines in South America’s deserts.
Water is vital to the mining industry, especially in South America where many mining companies are located in areas where the resource is highly scarce and environmentally sensitive. One of these locations is the Atacama’s Desert—the driest in the world. However, mining companies require steady and reliable delivery of water to their processes to operate and accomplish production goals. Reclaim water pumping systems represent an opportunity to reuse an abundant water source by recycling the water from the process and returning it to the mine. This minimizes the demand for fresh water by approximately 20 percent.
Pump Specification
A defining parameter in selecting the type of pump is the method of suction from the reservoir. Among all the centrifugal pump types, horizontal pumps are the most popular and most commonly used in many applications.
Though this is the simplest arrangement for a pump station, generally this solution is not technically viable in most reclaim water pumping systems used in the mining industry. In a reclaim water system, it is usually not possible to control the level of the water in the suction reservoir. This makes the vertical turbine pump (see Figure 1) the best choice.
In these types of stations, the length of the vertical turbine pump is designed according to the minimum water suction level and pump submergence requirement. This guarantees its high efficiency performance and avoids specific hydraulic phenomena that can adversely affect its performance, such as vortices, excessive pre-swirl and cavitation.
Although vertical turbine pumps, due to their vertical and multistage nature, seem suitable for this application, some other parameters should be considered to specify the right equipment that guarantees high efficiency and long-lasting performance in a reclaim water pumping system.
Material Selection
The type and quality of liquid to be pumped is a major parameter in selecting the type of pump and its technical specifications. The presence of solid particles in the water and its corrosive properties, as well as the maximum allowable particle size that can pass through the pump, will determine the material of the pump components.
Reclaim water pumping systems are characterized by handling abrasive and chemically aggressive fluids due to the nature of the mining process. While reliability and efficiency are the key requirements for a non-stop process such as the mining industry, corrosion and erosion damage that can be caused by the aggressive properties of the reclaim water can reduce the life and performance of the pumps.
The life of pumping equipment is related primarily to the design of the pump and the resistance of the material used for cavitation, corrosion and erosion under operating conditions. Therefore, the exact properties of the water to be pumped in each project must be known to select the best material. The chosen material must be adequately resistant to the fluid characteristics and the velocity effects in the different areas of the pump. Special materials—such as Duplex steels—are widely used in modern reclaim water pumping systems for all the main pump parts (see Figure 2).
This material is popular because of its strength and abrasion and cavitation resistance. New advanced engineering thermoplastic materials have also been developed to be used in pump bearings and wear rings with outstanding performance in the roughest conditions. These alloys and engineered materials guarantee a high efficiency performance and an improved pump life. Although this type of material may represent a higher purchase cost, it is commonly accepted in the industry that approximately 90 percent of the total cost of ownership is maintenance, operation and installation, leaving only 10 percent as the initial pump purchase cost.

Figure 1. Reclaim water pumping system – 13,800 total installed horsepower in a copper mine in Chile

Figure 2. Vertical turbine pump—All wetted parts made of Duplex 2205 designed to handle large amounts of solids
High Head Pumps
Generally in the mining industry, the required head is so large that pumping must be done in multiple pump stations, installed in series, with several discharge reservoirs constructed at different levels and altitudes. This increases the construction costs, as well as the required maintenance of the pumping systems. Sometimes, even this alternative may not be feasible, as in cases in which geographical conditions do not allow the installation of several pump stations. One solution for this is the design of engineered vertical turbine pumps within a limited range of specific speeds —ns—(1549 < ns < 2585 ), for high heads per stage (see Figure 3) with total dynamic heads (TDH) up to 500 meters or 1,640 feet.
As a result, this would eliminate the need for multiple pump stations, reducing the purchasing and installation costs of pumps and other auxiliary systems such as motors and different electrical equipment. This would also reduce the annual electrical costs. An important parameter in the selection of this type of pump is the maximum value of torque that the pump shaft can support without breaking or damaging the bearings. Fortunately, pump manufacturers use a wide range of engineered materials with superior mechanical properties and high yield strengths that can withstand the demanding conditions of highly loaded shafts.
Another major concern is the high, axial, hydraulic thrust forces that result from internal pressures acting on the exposed areas of the rotating elements. To reduce the axial thrust force, one alternative is to hydraulically balance the impellers by drilling holes through the back shroud of the impeller and maintaining suction pressure in a chamber behind the impeller, achieving longer thrust bearing life. Sometimes, these balancing holes are not desirable because they reduce the pump’s efficiency. An alternative is adding an independent axial thrust bearing assembly in the pump discharge head that can withstand the total hydraulic thrust, including the impeller’s and shaft’s weights, keeping the pump and its motor running safely (see Figure 4).
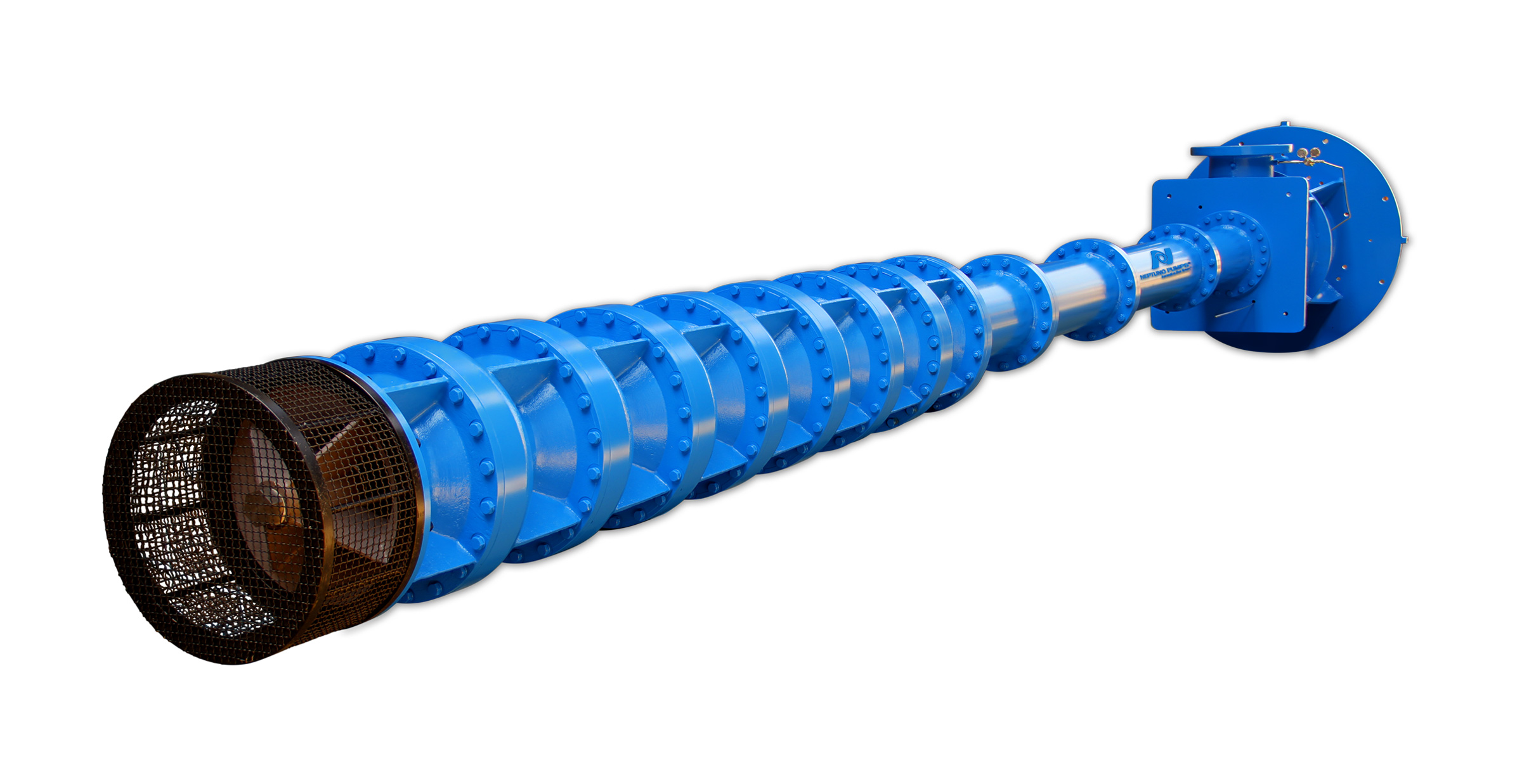
Figure 3. High-head vertical turbine pump—Total Dynamic Head of 500 meters or 1,640 feet with seven stages
Low Velocities
The severity of attack of pump components depends on the corrosive properties of the water and the concentration of solid particles. It also depends on the flow velocity, which exponentially increases the risk of fatigue, abrasion, corrosion and cavitation. The kinetic energy of a particle rises with the square of the velocity. It has been found, experimentally, that the abrasive wear and loss rate is approximately proportional to the cube of the flow velocity of the particle.
Therefore, the design and selection of vertical turbine pumps at low operation velocities—750 to 1,000 rpm at 50 hertz and 720 to 1,200 rpm at 60 hertz, especially for high capacity applications over 2,000 cubic meters per hour or 8,807 gallons per minute—successfully diminishes the effects of mechanical wear mechanisms, increasing the life of the pumping equipment. Naturally, this would translate in pumps with lower TDH and the need to add more stages for a particular high-head application.
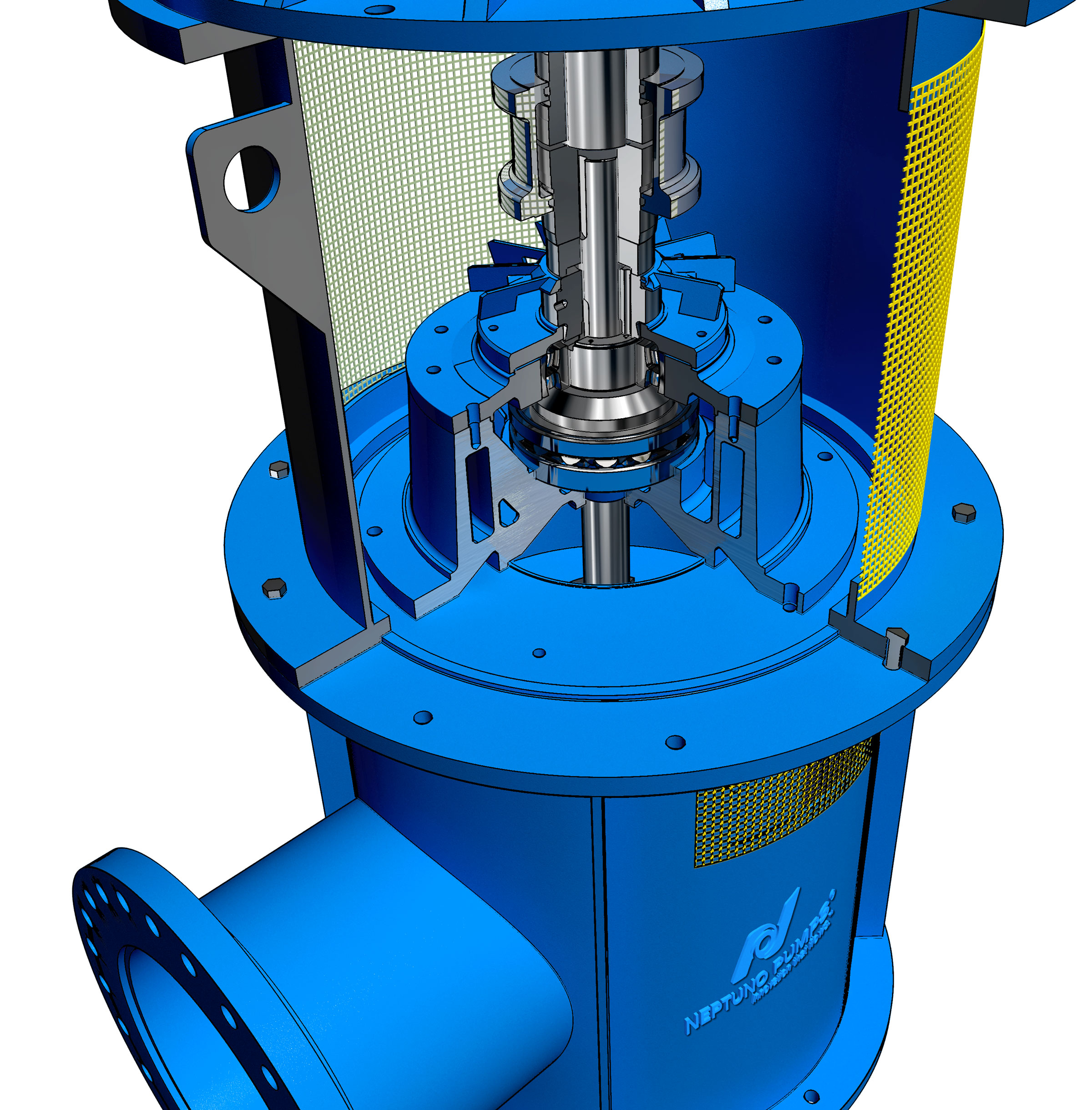
Figure 4. Independent axial thrust bearing assembly withstands the total hydraulic thrust.

Figure 5. Enclosed lineshaft vertical turbine pump with independent flushing system
Enclosed Lineshaft
When handling fluids that contain solid and corrosive materials, a risk of damage and pump failure exists if they come in contact with the bearing surfaces between the housing and the shaft or impeller. Vertical turbine pumps with enclosed lineshafts and independent flushing systems can isolate the bowl bearing surfaces from such contaminants, lubricating and cooling its surface (see Figure 5). Here, the lineshaft is protected by water flushing the enclosing tube into the bearing surfaces at a pressure higher than the internal pressure of the pump. This is designed to ensure a positive flow of cleansing and lubricating fluid to the bearing surfaces.
Custom Engineering Can Be Key
Each mining process has its own parameters that should be considered and studied when designing a reclaim water pumping system. Pump manufacturers can custom engineer their equipment to specify the right pump for an operation, even the most severe ones, based on sufficient knowledge of pump operation and installation conditions, as well as the exact properties of the water to be pumped. Although the reclaim water pumping system design is beyond the scope of the pump manufacturers’ responsibilities, their knowledge and experience may be helpful to the designers, and the construction costs of the station can be reduced significantly.
P&S