


The conclusion of a two-part primer on optimal ways of lubricating the bearings in process pumps.
The first part of this two-part article focused on lubrication fundamentals, pump housing designs, and the importance of proper quantity and quality of lubricant. This second part will cover “Best Practices” on how to maintain the quantity and quality of lubrication.
Bearings that are properly lubricated with minimal contamination will operate at lower temperatures and for longer periods of time. Extending oil change intervals while increasing the overall mean time between failures (MBTF) is achievable and results in significant savings.
General Practices
There are numerous means available for ensuring that the proper quality and quantity of lubrication is maintained on process pumps. Using one or more in combination may be the correct solution. Understanding the pumps’ components, as well as the surrounding environment, is critical for applying the correct and most economical lubrication management system.
Improving Quantity
Maintaining the proper quantity of lubricant is perhaps the easiest means of increasing lubrication life and effectiveness. Consult with your equipment manufacturer for recommended oil levels, optimum lubricating equipment, and preferred practices.
A general guideline is to maintain minimal contact with the lubricating element. Rolling element bearings should not be submerged more than one-half the diameter of the rolling element (ball) at the deepest point of submersion in static condition. Oil rings are more dependent on the shaft speed relative to the depth of submersion, but a good rule-of-thumb is to use 3/8-in at the deepest point. Flinger disks are less susceptible to problems of over-lubrication since they are attached directly to the rotating shaft.
One of the most widely used methods of maintaining the proper level lubricant in a bearing housing is the constant level oiler (see Figure 1). The constant level oiler replenishes oil lost by leakage through seals, vents, and various connections and plugs in the bearing housing. Once the proper level has been set, replacing the oil in the reservoir is the only required maintenance. View ports (bulls-eyes) can also be used to verify proper oil level.
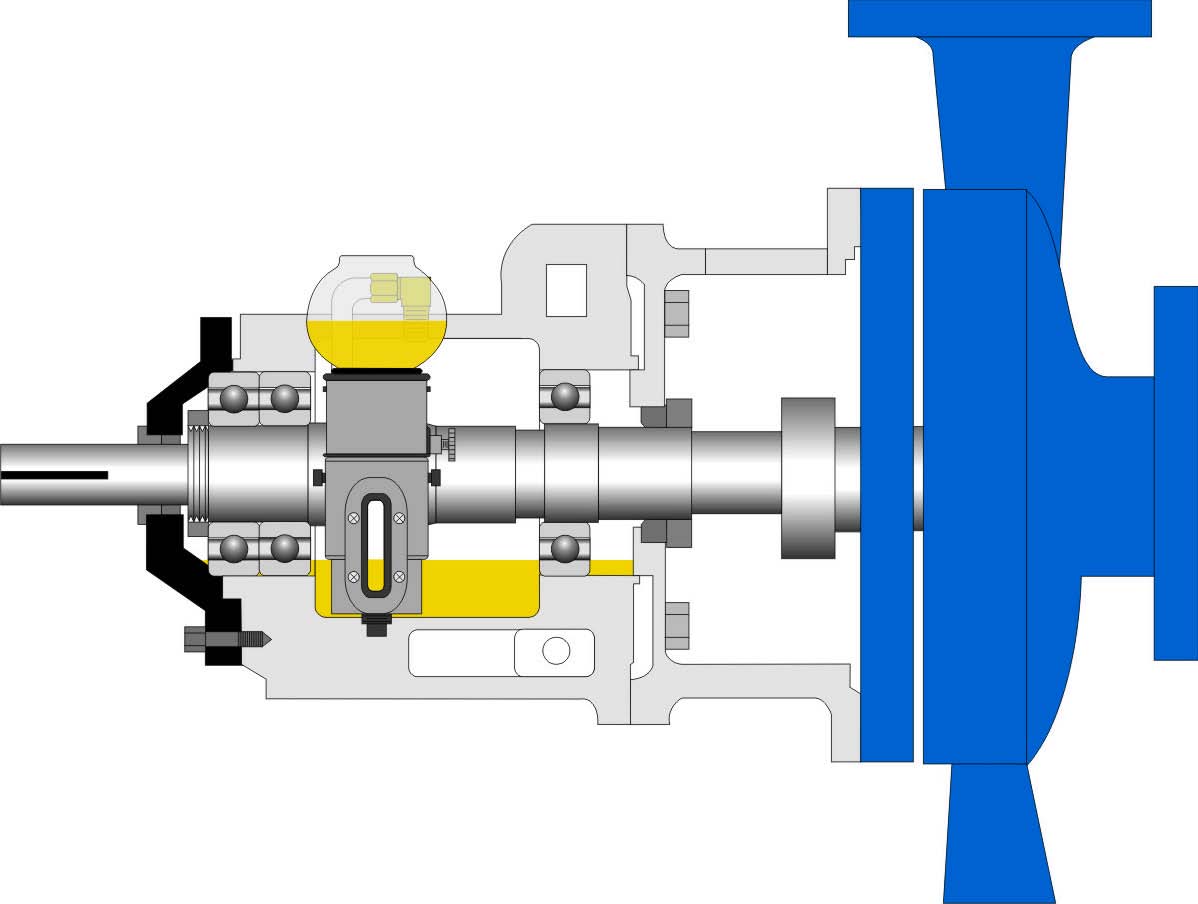
Figure 1. Cross Section of a typical pump with a constant level oiler.
Improving Quality – Contamination
Pressure differentials between the equipment housing and surrounding atmosphere is a leading cause of contamination ingression.
Pump operation where housing temperature fluctuations occur during frequent on/off running conditions, process fluid temperature changes, outdoor use, and air flow over the pump create this atmospheric exchange as pressure is equalized. During this air exchange, contamination (dirt, water, etc.) from the surrounding environment is “breathed” into the oil sump through vents, seals, and oilers.
Housing components – including oilers, seals, and vents – can be very effective in preventing contamination when specified properly. For many years, constant level oilers were used to maintain oil levels. Most of these were vented to the surrounding atmosphere, which can lead to contamination ingression to the housing sump. By switching to a non-vented oiler and removing vent plugs, ingression can be significantly reduced.
Particle contamination can be generated during the break in or during operation of the pump. Oil rings are typically made of bronze and are sensitive to horizontality of the shaft, speed, and oil levels. They can tend to skip or hang up due to these sensitivities and make contact with other components. As a softer material, the rings will wear and generate particle debris. These small particles can penetrate the critical area between the rolling elements and the raceway, which results in abrasive wear.
Bearing isolators are used to prevent lubricant leakage and contaminant ingress. Labyrinth type bearing isolators are the most widely used on horizontal pumps (see Figure 2). Bearing isolators allow increased pressure created by normal pump operation to vent through the seal. They have proven to be very effective at reducing contamination ingression. The rotor and stator are not in contact, so venting occurs and wear is prevented. The life of the seal is prolonged.
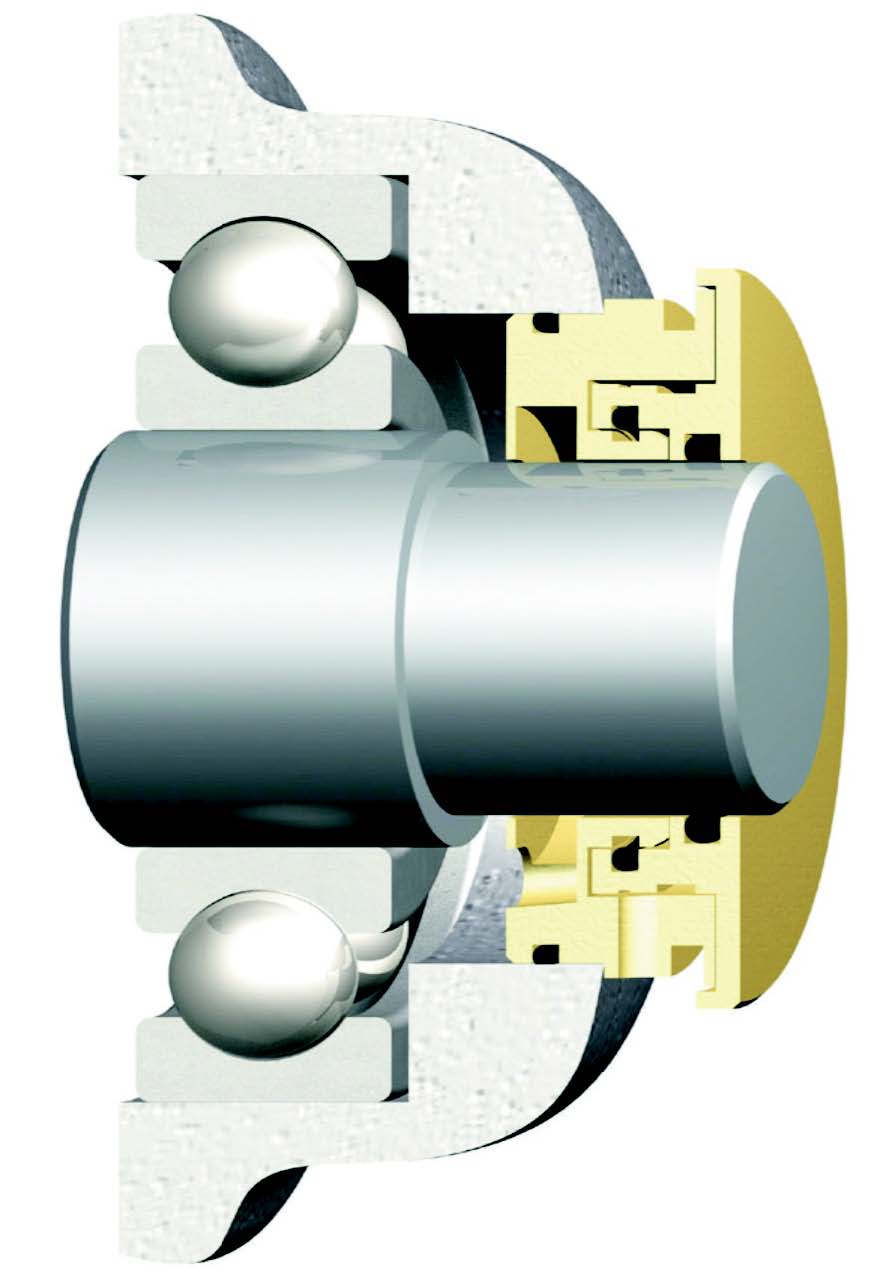
Figure 2. A typical bearing isolator.
Lip seals can also be very good at preventing contamination. However, with the contacting type design, eventual wear to the seal allows for contamination ingression and oil leakages. Lip seals need to be replaced more frequently than do bearing isolators or face seals. Face seals are used to prevent damage to bearings from contamination and lubricant leakage. Face seals are characterized by optically flat stationary and rotating faces loaded together by magnetic force or springs.
Contamination can exist in the oil prior to being put into the equipment. It cannot be assumed that new oil is clean. Proper storage of oil and proper dispensing containers will decrease the possibility of water or other contaminants entering into the bearing housing. Proper care should be taken during the pump rebuild process to ensure any contamination is properly removed.
Improving Quality – Degradation
The life of a lubricant is significantly reduced when exposed to high operating temperature conditions. As mentioned previously, the oxidation rate of oil doubles every 8-deg C (18-deg F). This can be significant when considering pump operating temperatures are frequently near, or above, 60-deg C (140-deg F). By simply lowering the operating temperature of the oil to 52-deg C (122-deg F), a 50 percent reduction in the rate of oxidation would be realized – doubling the effective life of the oil.
The most basic methods to reduce (or maintain) lower oil operating temperatures are:
• Use the correct viscosity oil. Too high or too low will raise the temperature of the oil.
• Use high quality oil.
• Use the right amount of oil. Maintain proper oil levels – too much or not enough will increase the temperature of the oil.
• Keep the oil clean. Contaminated oil operates at a higher temperature than clean oil.
Improving Quality – Moisture
Pressure differential between the equipment housing and surrounding atmosphere is a leading cause of moisture ingression. When moisture is introduced into the housing, the oil absorbs it at a variable rate depending on temperature, type of oil, and lubricant agitation. Another common source of water ingression is when wash downs occur near the pump.
To eliminate water ingression a closed system type constant level oiler should be used and the vent plugs replaced with a plug (see Figure 3). Consideration of the type of seal installed is required when converting to a closed type system.
As discussed above, certain types of seals are better at preventing ingression but still vent to the outside to accommodate the pressure differential. Some seals are not capable of handling the pressures due to equalization and would require an expansion chamber.
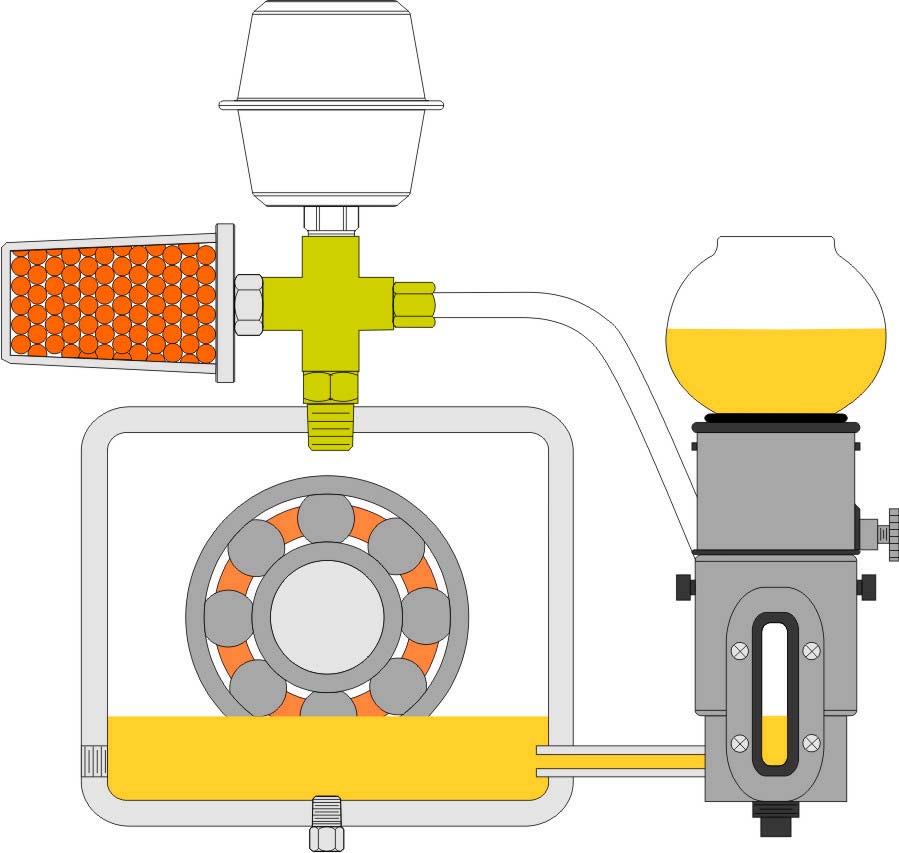
Figure 3. A closed system oiler, expansion chamber, and desicion cant dryer.
If moisture/water is a known problem, various products are commercially available to aid in its removal. Desiccant type dryers remove moisture over a period of time, indicated by a change in color when maximum absorption has occurred. Filtration is another way of removing water from the oil.
Conclusion
The importance of proper lubrication in process pumps is well known, but achieving it is not always easy. It is important to start with the basics:
- Use the correct lubricant for the application, considering
- Viscosity
- Mineral or synthetic
- Understand how the pump is designed to properly lubricate the bearings
- Oil splash, oil mist
- Maintain the lubricant at the proper level
- Constant level oilers
- Visual verification of level via bulls-eyes or sight gauges
- Keep the lubricant free of contaminants
- Close up housing
- Reliable seals
- Breathers
- Non-vented oilers
- Expansion chambers
- Proper storage and handling of lubricant
- Oil analysis for verification of type of contaminant
- Maintain the operating temperature within the pumps’ design parameters
- Follow above guidelines
Understanding the pumps’ components, as well as the surrounding environment, is critical for applying the correct and most economical lubrication management system. Obtaining the designed L10 rating of the bearing can be obtainable by eliminating poor lubrication.
Establishing an oil monitoring system is another positive step to achieving proper lubrication. Performing routine oil analysis and trending the results is one method used to determine quality of oil. Using condition monitoring devices is another method. Numerous commercially available devices can provide moisture/water levels, viscosity levels, vibration analysis, etc.
Using one or more methods to determine when oil changes are required based more on need than routine are beneficial. Steps to effective lubrication:
- Evaluate current lubrication methods.
- Set target cleanliness levels.
- Identify sources of contamination and degradation.
- Take specific actions to achieve targets.
- Analyze lubricant health frequently.
- Distribute the results - raise visibility.
Pumps & Systems, November 2006
Hydraulic Institute Housing Committee
This two-part feature article, titled Pump Bearing Housing Lubrication – Back to Basics, was authored by Rojean Thomas, Engineering Manager, Trico Manufacturing Corp., and Vice-Chair of the HI Housing Committee. This committee, chaired by Neil Hoehle, Chief Engineer of Inpro/Seal Company, is developing other educational materials, which, like this article, form part of HI’s Knowledge Series intended to increase awareness of the pump community on topics of interest. The Knowledge Series will also include White Papers, Guidelines, Pump 101 Modules, Tip Sheets, and e-Learning Products and Pump Knowledge Workshops.
Hydraulic Institute (HI)
The Hydraulic Institute (HI), the largest association of pump producers in North America, is a global authority on pumps and pumping systems. Its mission is to be a value-adding resource to member companies and pump users worldwide by developing and delivering comprehensive industry standards, expanding knowledge by providing education and tools for the effective application, testing, installation, operation, and maintenance of pumps and pumping systems, and serving as a forum for the exchange of industry information. Pump Systems Matter™, also developed by HI, is an educational initiative created to assist North American pump users gain a more competitive business advantage through strategic, broad-based energy management and pump system performance optimization. Information about the Hydraulic Institute, its services, standards, publications and meetings, can be found on the HI websites at www.Pumps.org and www.PumpLearning.org, and at the new energy-savings and life cycle cost focused site, www.PumpSystemsMatter.org. Requests may also be faxed to:
973-267-9055 or mailed to: Hydraulic Institute, 9 Sylvan Way, Parsippany, NJ 07054.