


Valero-Wilmington, a midsize refinery (135-kb/d) located in Los Angeles, Calif., was experiencing problems with oil lubricated vertical in-line pumps (API type OH3). Though Valero-Wilmington uses the vertical in-line pumps for multiple applications, several are used as internal transfer pipeline pumps that operate within the refinery.
Problem
The Byron Jackson pumps, model MVILD, were not equipped with any type of instrumentation, and since most of the pumps are located in remote areas, daily observation and monitoring were not possible. After running for two to four months, the pumps were losing flow and lubrication pressure, causing a rise in bearing temperature and resulting in abrupt catastrophic failure of the thrust bearing. This failure also caused damage to the mechanical seal, pumping ring and impeller.
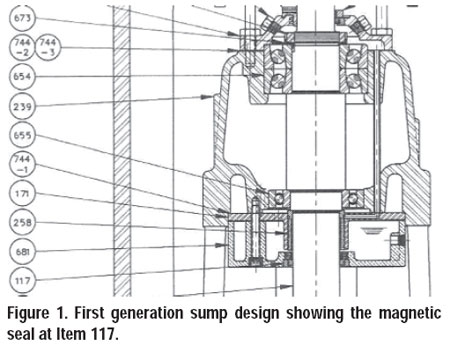
In January 2007, Valero-Wilmington sent one of these pumps to Evans Hydro with a request to investigate the failures. To determine the root cause of the problem, the engineers started by reviewing the original sump design. The original oil sump design had a magnetic seal at the bottom (see Figure 1, Item 117). The second-generation design had eliminated the magnetic seal and added the riser pipe-the significance of which will be illustrated in the discovery of the problem.
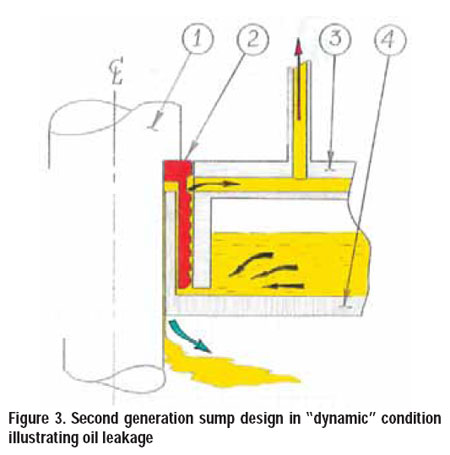
The obvious problem was that oil was leaking from the bottom of the sump. After disassembly and inspection, the cause of the problem was not immediately apparent. The oil level was set correctly, there was no problem with the pumping ring and no scoring or wear was found on the stationary parts. The big question was how the oil was leaking from the sump, causing lack of lubrication and the overheating and failure of the bearings.
Approach
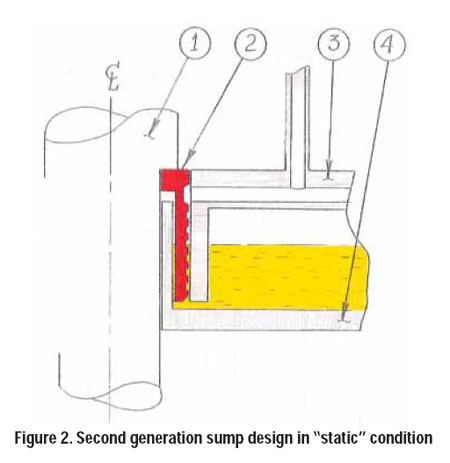
The engineers started looking at the shaft, pumping ring and oil sump housing as a whole assembly. The "pumping" principle was obvious-the pumping ring (Figure 2, Item 2) was submerged in oil. The outside diameter, with a tight diametrical clearance of .012-in to .014-in between the upper sump housing (Figure 2, Item 3), was producing a perfect pumping action and delivering approximately 5.85-oz/min of lubricating oil to the upper thrust bearings.
Solution
Benefits |
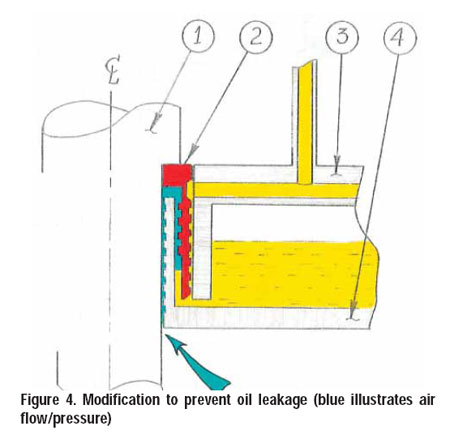
The modifications resulted in a reliable "dry" running pump. The first pump was modified in February 2007 and is still in continuous operation without any sign of oil leaking. The remaining four pumps at Valero-Wilmington have been modified and the refinery is obtaining both increased MTBR and cost savings.
On average, Valero-Wilmington repaired these five vertical in-line pumps every three months at $13,000 each. The total repair cost per year was $13,000 x 5 x (12/3) = $260,000 (this does not include cost of Vespel®, seal and bearings).
In 2007, engineers repaired/modified these five pumps for $13,000 each, with the total repair cost per year of $13,000 x 5 = $65,000. These pumps are still running without any signs of problem. The first year savings to Valero-Wilmington is $260,000 - $65,000 = $195,000 and $260,000/year every following year.In conclusion, pump rebuilders with highly experienced engineering staffs can provide creative, practical and cost-effective solutions to help pump users achieve pump reliability.
References:
Eric Freeman, Valero Energy Corporation